

Il minerale di gesso viene estratto da cave a cielo aperto o sotterranee. L’attività di estrazione è antica come la civiltà dell’uomo che da sempre utilizza rocce e minerali per le costruzioni. Oggi questa attività viene svolta con estrema attenzione e cura per limitare l’impatto sul paesaggio e non rovinare il comune patrimonio naturale. Gli stabilimenti produttivi sono generalmente collocati presso le zone di estrazione e ciò comporta una serie di vantaggi anche per l’ecosistema nel suo complesso, a partire dalla condivisione con gli abitanti del luogo delle strategie di rispetto dell’ambiente e delle biodiversità fino all’impegno dei produttori per ridurre al minimo l’attività di sfruttamento e ripopolare con vegetazione autoctona le zone soggette ad escavazione. Anche il processo produttivo impatta in maniera assai ridotta sull’ambiente: il gesso nella sua lavorazione necessita di cottura che produce solo vapore acqueo di scarto (zero emissioni di CO2). L’attività di frantumazione avviene in frantoi meccanici, alimentati in genere con motori elettrici. Altri scarti di produzione possono essere carta o inerti, entrambi facilmente riciclabili.
Guarda il video Come è fatto il Cartongesso
Negli ultimi decenni i produttori hanno innovato gli impianti, ottimizzato i processi di fabbricazione, introdotto sistemi moderni di recupero del calore migliorando sensibilmente l’efficienza energetica della filiera produttiva (del 70% per la calcinazione e del 48% per l’essiccazione).
Guarda i video cava e impianto di produzione
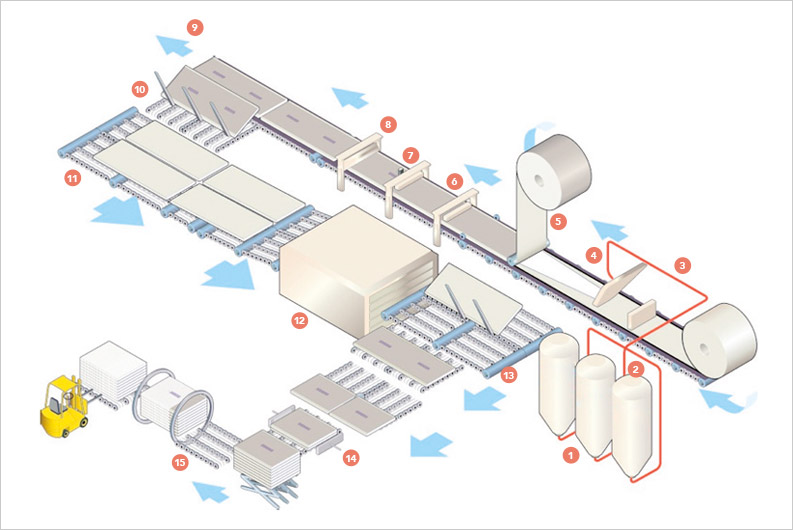
La fabbricazione delle lastre è articolata in continuo sulle seguenti fasi:
- Estrazione del gesso emidrato dai silos;
- Dosaggio dell’emidrato convogliato al miscelatore; dosaggio dei componenti secchi e degli additivi;
- Miscelazione dei componenti liquidi e secchi;
- Distribuzione e stesa dell’impasto sul cartone inferiore che scorre a velocità costante;
- Accoppiamento con il cartone superiore, ottenuto per laminazione e per lo spessore previsto;
- Formatura di una lastra continua su di un nastro in gomma;
- Presa del gesso emidrato sul nastro di formatura (la velocità e la lunghezza del nastro sono calcolate in modo che alla fine dello stesso il gesso emidrato abbia una consistenza sufficiente per le successive lavorazioni);
- Taglio del nastro continuo di gesso rivestito e suddivisione in lastre singole umide a lunghezza desiderata;
- Eliminazione delle lastre difettose;
- Ribaltamento delle lastre;
- Convogliamento delle lastre all’essicatoio;
- Essicatoio;
- Ribaltamento lastre;
- Rifilatura dei bordi di testa;
- Pallettizzazione e confezionamento.
Schema di produzione degli intonaci e delle malte
La consegna in Cantiere di intonaci e/o malte può avvenire in forma sfusa (mediante cisterne e sili) oppure in sacchi, a seconda della tipologia di prodotti e loro utilizzo.

Impianti di miscelazione (intonaci premiscelati/finiture)